
DRIVE IN RACKING SYSTEM
WHAT IS DRIVE IN RACKING? ADVANTAGES AND DISADVANTAGES
Drive In racking is the most commonly used heavy duty rack. MinMax will support you find out what is drive in system and its special applications. Thereby, deciding the most optimal design option for your warehouse.

What is Drive In rack system?
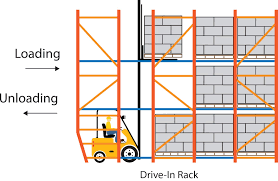
Drive In racking is a storage solution with extremely high density. Aisle space is minimized to increase the amount of stored goods, so forklifts move directly into the rack for loading and unloading. Each level has guide rails to guide and place the pallets inside the system.
The system is designed for single-size pallet warehouses and efficiently manage using the LIFO (Last In Fist Out) method.
What are Drive In rack specifications?
Specifications of Drive In pallet rack:
- Load capacity: 500 – 1000kg/pallet.
- Maximum height: 12m.
- Cấu tạo rail dẫn để chứa pallet.
- Store 10 – 20 pallets in depth or more.
- Foot frame: Omega.
- Method of loading and unloading: Forklifts.
- The entire system is powder coated according to European standards.
Structure of Drive In racking
Drive In pallet racking includes 8 basic components:
- Upright frame: Bear for the whole system.
- Horizontal brace: Disperse force between the upright frames.
- Top beam: Connect between 2 upright frames, because there is no beam.
- Batter brace: Support top beams connect upright frames.
- Footplate: Connect the upright frames to the floor and keep the system steady.
- Guard rail: Protecting the system from collisions.
- Support arm: Bear the pallet weight and disperse force to the upright frames.
- Pallet rail: Support to keep pallet stable